
Все про возможности кромкооблицовочных станков
Облицовывание - это так называемая базовая операция, которую способен выполнять кромкооблицовочный станок любой ценовой категории. Поэтому в конструкцию всех станков входит базовый узел, благодаря которому три главные составляющие этого процесса — деталь, клей и кромочный материал - образуют единое целое. Более дорогие модели станков оснащены дополнительными узлами. Устройство и назначение кромкооблицовочных станков различных типов мы и рассмотрим далее.
Конструкция и принцип работы базового узла
 Качество работы кромкооблицовочного станка зависит от того, насколько прочно закрепляется кромочный материал на детали. И зависит это от многих условий: от соблюдения нужной температуры клея-расплава (в зависимости от марки клея и кромочного материала она варьируется от 130 до 200°С), силы сжатия мебельного элемента и ленты, а также времени, прошедшего после выполнения операции (в среднем оно составляет 15-20 минут). При нарушении хотя бы одного из перечисленных условий возникает огромный риск того, что кромочный материал отклеится и деталь уйдет в брак.
Качество работы кромкооблицовочного станка зависит от того, насколько прочно закрепляется кромочный материал на детали. И зависит это от многих условий: от соблюдения нужной температуры клея-расплава (в зависимости от марки клея и кромочного материала она варьируется от 130 до 200°С), силы сжатия мебельного элемента и ленты, а также времени, прошедшего после выполнения операции (в среднем оно составляет 15-20 минут). При нарушении хотя бы одного из перечисленных условий возникает огромный риск того, что кромочный материал отклеится и деталь уйдет в брак.
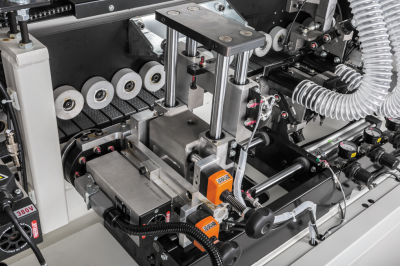
Чтобы избежать возникновения подобной ситуации и повысить качество выполняемой работы, конструкция станка постоянно совершенствуется. Сейчас во всех устройствах основную операцию приклеивания материала выполняет базовый модуль, который включает в себя несколько узлов.
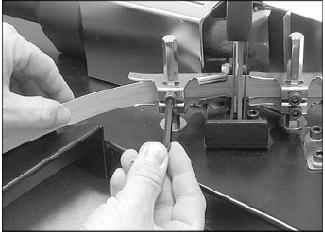
Узел подачи облицовочного материала - магазин для рулона, ролики и обрезной нож (гильотина). Сперва в магазин нужно вставить ленту для облицовывания. При включении станка она вытягивается и движется в зону склеивания с помощью роликов. Выбрать необходимую скорость ее движения очень просто — нужно отрегулировать количество оборотов роликов. В конструкции кромкооблицовочного станка присутствует датчик положения детали, который определяет момент срабатывания гильотины. Она обрезает ленту таким образом, чтобы закрылась вся длина мебельной детали плюс небольшой остаток (5-25 мм).
Узел нанесения и разогрева клея может быть выполнен в двух разных вариантах. В первом случае клей, нанесенный на кромочную ленту, нагревается с помощью промышленного фена или инфракрасной лампы. Во втором — он предварительно расплавляется в специальной емкости (ванночке), а уже потом в жидком виде наносится на ленту с помощью специального ролика. Есть и такие модели станков, в которых клей подается и на деталь, и на ленту.
Особое внимание стоит обратить на станки с ванночками, так как нередки случаи застывания клея в ней. В качестве решения этой проблемы можно использовать специальную вставную емкость с тефлоновым покрытием. Ее можно легко вынуть и заменить или почистить. В особо дорогих моделях бачок непрерывно вращается и подогревается, что предотвращает загустевание клея-расплава.
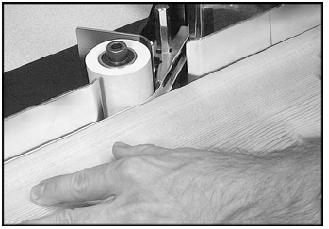
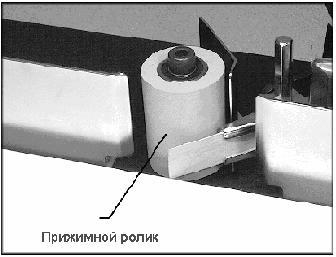
Главным элементом узла прижима является опорный ролик. Его задача — создание определенного усилия в момент контакта детали и ленты с нанесенным на нее клеем-расплавом. В станках с ручной подачей роль этого узла выполняет оператор, который наряду с подачей заготовки прижимает ее к ленте, упираясь в ролик. Чтобы правильно и качественно выполнять несколько этих операций, нужен большой опыт и соответствующие навыки. Проще дело обстоит в станках с автоматизированной подачей. Там заготовка прижимается не вручную, а с помощью специальных роликовых элементов.
Это описание общей конструкции базового модуля, однако, стоит учесть, что его исполнение зависит от типа и конкретной модели станка.
Дополнительные функции кромкооблицовочных станков
Для облицовки обычно используется лента, ширина которой на несколько миллиметров больше ширины самой детали (в среднем на 2-5 мм). Это необходимо для того, чтобы абсолютно вся площадь кромки щитового элемента была закрыта.
Поэтому после выполнения операции с обеих сторон остаются небольшие полоски материала, иначе называемые свесами. Для их удаления используется встроенный фрезерный узел, который срезает все излишки ленты, выступающей за пределы детали. Правильную установку фрезы на деталь обеспечивает пара ограничительных роликов. Сделано это для того, чтобы не повредить заготовку во время обработки свесов, так как скорость, которую развивает привод узла, довольно высокая и составляет 10 000-12 000 об/мин.
Для гарантированного закрытия торца длина кромочной ленты также на несколько миллиметров превышает длину самой детали. Чтобы удалить эти небольшие припуски, и нужен торцовочный узел. Его конструкция, в зависимости от конкретной модели устройства, может быть разной. Самый простой вариант используется в станках с ручной подачей заготовок. Он представляет собой вертикально перемещающуюся круглую пилу с собственным приводом. Выдвижением пилы в рабочую зону и срезкой свесов управляет оператор.
Узел более сложной конструкции установлен в автоматизированных станках. В них пила располагается на каретке, которая имеет два хода — для передвижения и обрезки свесов. Весь процесс выглядит следующим образом: заготовка начинает движение по станку. В некоторый момент пила перемещается к детали со скоростью подачи. В течение небольшого отрезка времени, примерно 1-5 секунд, она остается неподвижной (относительно детали) и отрезает излишек кромочной полосы. При этом нет риска повреждения детали, так как в конструкции предусмотрен специальный ограничительный ролик. Для перемещения каретки предназначены линейные направляющие или специальные рычаги. Точное выполнение данной операции возможно благодаря датчикам положения пилы и детали.
В конструкцию самых простых ручных кромкооблицовочных станков входит только базовый узел, осуществляющий наклейку ленты. Ее фрезерование и торцевание детали следует осуществлять уже на других машинах. Такой вариант компоновки подойдет для малых мебельных предприятий, когда решающим в выборе фактором является небольшая цена техники. К тому же преимуществом данных станков является довольно простая наладка, которая заключается в настройке температуры клея-расплава и выборе скорости движения ленты. В более дорогих дополнительные узлы являются изначально встроенными.
если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите info@dvt-spb.ru мы обязательно вам поможем!
- 25.12.2020Просмотров: 2285
Пожалуй, это один из самых распространенных вопросов, который задают опытные мебельщики и начинающие производители мебели. Каждая мебельная компания конкурирует на рынке сбыта, не только дизайном, но и качеством. Важно учесть, что качество выпускаемой продукции обязательно в эконом и топ-классе, в серийном производстве и индивидуальном изготовлении мебели
- 25.12.2020Просмотров: 2776
Все модели кромкооблицовочных станков, независимо от фирмы-изготовителя и технических характеристик, обладают единым принципом работы. Процесс облицовки производится по следующим этапам - 25.12.2020Просмотров: 2333
Из-за значительной стоимости кромкооблицовочного оборудования многие выбирают самодельные кромочные приборы, однако, у них хромает оборудование безопасности, по этой причине следует вести себя очень аккуратно

