
Виды головок для токарных станков
Расширение функциональных возможностей токарных станков с ЧПУ связано с установкой на них дополнительных устройств, позволяющих выполнять круг операций, несвойственных универсальному оборудованию.
Револьверные токарные головки
Устанавливаются на суппорт токарного станка и обеспечивает крепление оправок резцов. Количество позиций револьверной головки может быть различным - 6, 8, 12, реже больше. Увеличение количества мест для крепления инструмента, зачастую, невозможно без уменьшения сечения оправки. В каждую позицию возможна установка резцов, сверл, метчиков.
Конструкция головки и осей подач позволяет обрабатывать деталь в осевом и радиальном направлении к оси заготовки. Различные инструменты, производя смену и перемещение по программе производят необходимые технологические операции.
Револьверная головка токарного станка с ЧПУ содержит в себе, как правило, 1 электропривод, обеспечивающий как смену позиции, так и фиксацию диска.. Устройство револьверных головок токарных станков с ЧПУ позволяет производить смену позиции инструмента по кратчайшему расстоянию. После выбора активного инструмената также важным является возможность подачи СОЖ с индивидуальной регулировкой под каждый вылет режущего инструмента.
Шлифовальная головка
Шлифовальная головка для токарного станка позволяет производить шлифовку деталей без применения дополнительного станочного оборудования. Устанавливается на суппорт станка. Привод шлифовального круга осуществляется от собственного электродвигателя, подключенного к основному электрооборудованию.
Применение различных профилей кругов, оправок, установка бабки и суппорта под углом друг к другу позволяют шлифовальной головке обрабатывать любые детали со сложными поверхностями. Высокая чистота поверхности обеспечивается одновременным встречным вращением детали и шлифовального круга. Не рекомендуется применять на станках без телескопической защиты направляющих.
Фрезерные головки
Возможность фрезерования детали на токарном станке обеспечивается револьверной головкой с управляемым приводом вращения режущего инструмента и возможностью позиционирования шпинделя (реализация оси С). Позволяют выполнять фрезерные операции на деталями, закрепленными в патроне токарного станка. Оправки условно делятся на осевые, радиальные и с регулируемым углом наклона инструмента. Точные угловые перемещения обрабатываемой детали вокруг оси шпинделя обеспечиваются двигателем шпинделя и датчиком позиционирования шпинделя. Перемещение фрезы относительно обрабатываемой заготовки осуществляется стандартными осями токарного станка.
Резьбонарезные головки
Резьбонарезные головки для токарных станков предназначены для высокоточного нарезания внутренней и внешней резьбы на деталях. Отличаются от ручного инструмента (метчиков, плашек) высокой производительностью и качеством. Результат обеспечивается за один проход инструментом. На токарных станках используются вращающиеся головки.
В конструкции головок предусмотрено регулирование размера нарезаемой резьбы. По окончании нарезки осуществляется автоматическое раскрытие головки, чтобы при обратном ходе отсутствовало соприкосновение гребенки с деталью. Сами нарезные гребенки установлены в кулачках на винтах и звездочках.
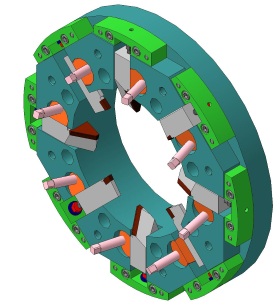
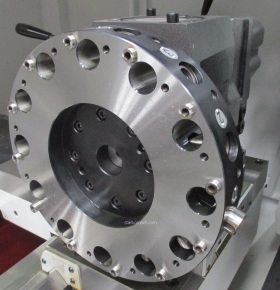
Приводная головка для токарного станка
 Приводная головка для токарного станка применяется для закрепления в ней приводного инструмента при выполнении дополнительных технологических операций:
Приводная головка для токарного станка применяется для закрепления в ней приводного инструмента при выполнении дополнительных технологических операций:
- Нарезание резьбы фрезерованием.
- Точение поверхностей и отверстий под углом к оси заготовки.
- Сверление отверстий различных размеров со смещением от оси детали.
- Фрезерование всевозможных плоскостей.
Головки различаются по способу установки между осями инструмента и детали. Оси могут совпадать или быть параллельны, находиться под некоторым углом друг к другу.
Свое применение приводные головки находят в токарных обрабатывающих центрах, работающих под управлением ЧПУ. Сфера их применения — крупносерийное производство однотипных деталей.
Вихревая головка
Применяется для вихревого нарезания резьбы. Вихревая головка для токарного станка устанавливается на каретке суппорта. В ней размещается до четырех резцов. Привод осуществляется ременной передачей от собственного электродвигателя.
Заготовка устанавливается в центрах токарного станка, одновременно проходя через головку, которая установлена эксцентрично относительно оси заготовки. Вращаясь, резцы головки поочередно снимают металл с обрабатываемой детали. Таким способом выполняют как наружную, так и внутреннюю резьбу.
Вихревая головка позволяет производить нарезку резьбы на большой скорости, что способствует получению поверхности с высокой чистотой обработки. Несколько резцов обеспечивают особую точность профиля. Весь процесс нарезания резьбы осуществляется за один проход, способствуя более высокой производительности.
Резьбонакатная головка для токарного станка
Позволяет изготовить резьбу на любой детали с высокой производительностью.

Аксиальные или осевые головки используются для накатки резьбы на пустотелых деталях большой длины (трубы), изделиях сложной конфигурации (валы). Применяются на одиночных станках или в составе автоматических линий. Возможна работа вручную.
Головки имеют несколько резьбонакатных роликов со шлифовальными витками. Установленные под углом к оси детали, они при вращении накатывают виток резьбы за один оборот детали. Возможно вращение как самой головки, так и детали.
Радиальные головки накатывают короткие резьбы, конические, с их помощью производят маркировку изделий, выглаживают и формируют детали. Тангенциальные головки используются для накатывания цилиндрической и конической резьбы различного вращения на любом участке детали.
Многорезцовая головка для токарного станка

Спиральная многорезцовая ножевая головка применяется для обработки ступенчатых изделий одновременно несколькими резцами в крупносерийном производстве. Резцы закрепляются в резцедержателях, установленных на переднем и заднем суппортах. Установка каждого резца определяется технологической картой обработки детали.
если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите info@dvt-spb.ru мы обязательно вам поможем!
- 05.02.2021Просмотров: 6622
Расширение функциональных возможностей токарных станков с ЧПУ связано с установкой на них дополнительных устройств, позволяющих выполнять круг операций, несвойственных универсальному оборудованию
- 01.09.2020Просмотров: 2802
Токарно-револьверный станок отличается от универсального наличием дополнительного многопозиционного держателя инструмента – поворотного барабана, который называется револьверной головкой.
Благодаря этой дополнительной части, на станке можно выполнять работы одновременно несколькими инструментами с одной заготовкой.
- 08.09.2020Просмотров: 3490
Топ 5 токарно-фрезерных станков по металлу. В таблице сравниваем основные характеристики, цены и производителя.

