
Сварочная горелка для полуавтомата и их устройство
Здесь можно выбрать сварочную горелку для вашего полуавтомата.
Сварочные горелки, а мы будем говорить конкретно о горелках для полуавтоматов должны быть удобны в работе, чтобы уменьшить общую утомляемость сварщика, обеспечивать безопасность работ и снизить шанс травм, связанных с большими температурами во время сварки.
Не удивительно, что горелка для сварочного полуавтомата имеет прямое влияние на комфорт сварщика во время работы. Такие факторы как ручка и кабель вносят свой вклад в вес горелки и её маневренность. Другой фактор, такой как защита от теплового воздействия имеет важное влияние на безопасность сварочных работ.
Выбор подходящей силы тока горелки
Это не редкость в полуавтоматической MIG сварке, когда сварочная горелка рассчитана на больший ток, чем требует от неё сварочный полуавтомат. Одной из причин этого является заблуждение, что горелка должна быть рассчитана на максимально возможный ток аппарата.
Например, если полуавтомат рассчитан на максимальный ток в 400 Ампер, очень часто, что и горелка тоже подобрана на 400 Ампер. В то время как сварочная горелка в этом случае, несомненно, будет делать свою работу, но чем выше её максимальная сила тока, тем она больше весит. Такие горелки, как правило, менее гибкие и это влияет на удобство сварщика и способность ей маневрировать.
Как правило, лучше в этом случае выбрать горелку с меньшим сварочным током, более гибкую и легкую. В случае с 400 А полуавтоматом, сварочной горелки мощностью 300 А может быть достаточно. Есть две причины для этого утверждения:
- Во-первых, максимальный ток сварочной горелки для полуавтоматов, который указан в документации к ней, обычно отражает температуру, работая выше которой можно повредить ручку или кабель-шланг пакет. Она не указывает на температуру, при которой горелка сгорит.
- Во-вторых, учитывая, что обычный сварщик (как упоминалось выше), как правило, сваривает лишь часть своего рабочего времени, очень маловероятно, что он будет использовать горелку на максимальной силе тока с полным циклом всё время. Цикл сварки определяется временем горения дуги по отношению к 10-минутному периоду, при котором полуавтомат может работать на максимальной мощности. Некоторые сварочные горелки предлагают 100% ПВ, в то время как другие - 60% или ниже.

В результате этих двух факторов, горелка с меньшим током может быть использована для более мощных полуавтоматов без ущерба для неё и нагрева до такой степени, когда оператору будет неудобно сваривать. Такая горелка предполагает дополнительные преимущества быть более легкой и гибкой для манипулирования. Во многих случаях, эти модели также будут наиболее экономически эффективными.
Однако важно оценить рабочий цикл горелки до её покупки, чтобы убедиться, что он дает все необходимые возможности для решения задач в соответствии с имеющимся сварочным полуавтоматом.
Правильный выбор сварочной горелки влияет на производительность и рентабельность
Выбор сварочной горелки для полуавтомата и расходных материалов к ней могут оказать существенное влияние на рентабельность выпускаемой продукции. Кроме того, правильный выбор может улучшить производительность сварки.
Устройство горелки и расходные материалы к ней, иногда мало учитываются при покупке сварочного полуавтомата. Но принимая во внимание тот факт, что они являются одной из основных составляющих сварочного оборудования и больше всего используются, они могут иметь существенное влияние на качество сварного шва, производительность и простои в сварке.
Многие горелки для полуавтоматов разных производителей существенно различаются по качеству, производительности и стоимости. Покупая качественную горелку, можно минимизировать время простоя, качество сварки и проблемы с преждевременными отказами оборудования – это может привести к значительным долгосрочным сбережениям. В перспективе можно сэкономить гораздо больше, чем разница в цене между дешевой и более дорогой и качественной сварочной горелкой.
Долгосрочные инвестиции в расходные материалы
При оценке долгосрочных инвестиций в горелку и расходные материалы, необходимо учитывать срок службы и устройство сварочной горелки, затраты на запасные части, стоимость простоя, когда необходимо обслуживание, а также легкость, с которой компоненты могут быть заменены.
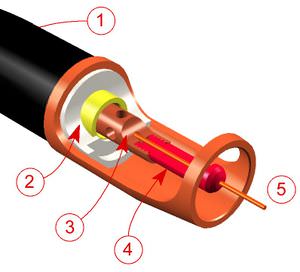
Устройство сварочной горелки
- 1. Тело сварочной горелки
2. Изоляционное кольцо - 3. Держатель электрода (диффузор или газорассекатель)
- 4. Сварочный контактный наконечник
- 5. Газовое сопло
Расходные части - компонент, на котором пытаются сэкономить деньги при их покупке. В результате это может привести к весьма дорогостоящим тратам в долгосрочной перспективе.
Высокое качество расходных частей сварочной горелки для полуавтомата, а соответственно меньший их износ приводит к их замене намного реже, сокращается время на переналадку, снижая простои оборудования.
Особенно это важно при автоматизированной и роботизированной сварке, когда время простоя стоит очень дорого.
Расходные материалы MIG горелки - сопло, диффузор и контактный наконечник - обеспечивают проход защитного газа и являются последней точкой сварочной системы, где выходит сварочная проволока и образуется сварочная дуга. Таким образом, расходные материалы имеют большое влияние на качество сварного шва и производительность. Требуется их постоянный осмотр и обслуживание.
Расходные материалы должны проверяться несколько раз в день. Нужно контролировать внутреннее отверстие контактного наконечника сварочной горелки полуавтомата. Для хорошего контакта оно должно быть не чрезмерно изношенным. Так же следует очищать внутреннюю поверхность сварочного сопла и диффузора от брызг, чтобы они не мешали поступлению защитного газа.
Канал (спираль) также является одним из самых сложных компонентов сварочной горелки и подлежит периодической проверке во время каждой замены катушки с проволокой. Для его очистки от металлической стружки лучше использовать сжатый воздух.
Повышение производительности и рентабельности продукции
Учитывая вышесказанное, для увеличения производительности и повышения рентабельности продукции необходимо с умом подходить к выбору сварочной горелки для полуавтомата и её устройстве. Принимая во внимание множество факторов, включая ток сварочной горелки и долгосрочные инвестиции по расходным частям к ней, вы сэкономите в перспективе. Забудете о простоях в сварке и повысите качество сварочных швов ваших изделий.

если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите info@dvt-spb.ru мы обязательно вам поможем!
- 08.09.2020Просмотров: 3530
Технология тандем сварки в настоящее время в состоянии удовлетворить требования многих задач в сварке, решения которых многим ранее казались не выполнимыми. Идея сварки двумя проволоками не является новой, данная технология разрабатывалась в течение нескольких десятилетий.
- 08.09.2020Просмотров: 2876
Сегодня существует множество сварочных процессов для сварки различных металлов. Эти процессы всё время дорабатываются, появляются всё новые и новые.
- 08.09.2020Просмотров: 2411

