
Рассмотрим токарные патроны для станков
Токарный патрон — важный элемент оснастки токарного станка. От того, насколько надежно закреплена заготовка на станке, зависит точность обработки. От качества изготовления патрона - зависит длительность эксплуатации. В процессе совершенствования металлообрабатывающих технологий было разработано множество конструкций патронов, из которых были выбраны наиболее эффективные.
Закрепление патронов на токарном станке
Крепление и центрирование токарных патронов производится на шпинделе токарного станка. Диаметры патронов и способы их крепления - стандартизированы. В зависимости от производителя патроны будут обозначаться типом (по ISO) или исполнением (по Гост). Распространенная конструкция конца шпинделя - это крепление типа С или типа D (cam-lock). Существуют и другие конструкции шпинделя.
Для крепления токарных патронов широко используются фланцы и планшайбы, размещаемые на шпинделе. Они имеют такую же конструкцию, как и фланец токарного патрона, однако такие приспособления позволяют значительно повысить универсальность, поскольку на них можно устанавливать различные патроны. На планшайбах имеются многочисленные отверстия для затяжных болтов и центрирующий выступ. При установке патрона на планшайбу или фланец также можно добиться высокой точности.
Виды токарных патронов
Токарные патроны делятся на такие виды:
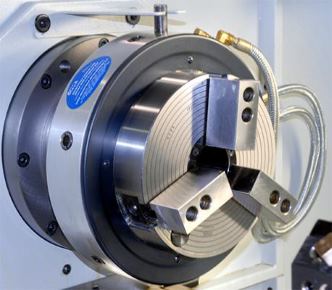
- Механические. Наиболее распространенный класс патронов, разделяется на кулачковые, поводковые, цанговые. Первая группа сейчас практически вытеснила вторую и, в свою очередь, делится на самоцентрирующиеся, обычно с 3 кулачками, и несамоцентрирующиеся, у которых количество кулачков может быть 2, 4 или 6. Шестикулачковые патроны используются реже всего.
- Механизированные: Пневматические, гидравлические, электрические. Автоматизируют процесс зажима-разжима заготовки с заданным усилием. Гидравлические патроны чаще используются на станках с диаметром патрона больше 200 мм (диаметры импортных патронов указаны в дюймах 6, 8, 10, 12, 15 и далее дюймов). Пневматические патроны применяются на токарных автоматах. Цанговые патроны служат для зажима прутковой заготовки относительно небольшого диаметра. Электрические. не получили широкого распространения.
 |
 |
| Токарный патрон с механическим управлением | Патрон с пневматическим приводом |
Наружный диаметр токарных патронов находится в пределах 80-1000 мм, из которых наибольшей популярностью пользуются патроны диаметром 80-400 мм. Для изготовления токарных патронов используется сталь и чугун. Особенно прочными выполняются кулачки для токарных патронов, которые испытывают значительные поверхностные и истирающие нагрузки в процессе работы. Поэтому для их производства применяется высококачественная сталь, которая подвергается закалке.
Двухкулачковые патроны

Патроны этого типа имеют достаточно простое строение. Они могут быть ручными с двухзаходным винтом или с механическим приводом. В ручных устройствах винт располагается либо среди кулачков, либо сбоку.
Ходовой винт выполняется из прочных легированных сталей с высоким содержанием хрома. Кулачки производятся из цементируемой стали, термическая обработка которой придает высокую прочность.
Трехкулачковые патроны
Трехкулачковый патрон получил наибольшее распространение. Причина высокой популярности — быстрота крепления деталей, что особенно важно в мелкосерийном производстве, где смена заготовок происходит весьма часто.
В отличие от патронов клинореечного типа, этот патрон не требует времени на переналадку, когда устанавливается заготовка другого размера. Центрирование патрона может выполняться цилиндрическим пояском или конусом.
Патрон представляет массивную планшайбу, в которой прорезаны радиальные пазы. В них перемещаются три кулачка, приводимые в действие конической зубчатой передачей, которая смонтирована внутри планшайбы. Одно из колец снабжено торцевой резьбой, называемой спиралью Архимеда, при помощи которой его можно вращать ключом. При вращении этой спирали происходит одновременное перемещение всех кулачков.
Четырехкулачковые патроны
Патрон этого типа имеет кулачки, которые перемещаются независимо друг от друга, что обеспечивает ему широкие возможности. С другой стороны, из-за потребности в центрировании заготовки закрепление детали требует большего времени, чем на самоцентрируемых устройствах.
Наиболее простые четырехкулачковые токарные зажимы представляют собой чугунную планшайбу, на которой винтами зажимаются кулачки. Планшайба имеет лучевые пазы, на которых возможно размещение дополнительной оснастки.
Для крупных станков используются массивные патроны с Т-образными пазами. Перемещение кулачков выполняется винтами, ось которых лежит на плоскости планшайбы. В таких патронах часто используются составные кулачки.
Выбор токарного патрона
Выбор патрона ведется в зависимости от обрабатываемой детали. Двухкулачковые патроны применяются для зажима небольших фасонных заготовок. Для простых симметричных заготовок чаще всего используются трехкулачковые патроны, которые позволяют быстро закрепить деталь на шпинделе. Чтобы зажать несимметричную деталь, применяются двух- или четырехкулачковые патроны. Благодаря независимому перемещению кулачков, их можно настроить на детали различной формы.
Если длина заготовки превышает ее диаметр в 4 раза и более, то ее крепление выполняется патроном, в зависимости от формы, и подвижным центром задней бабки. Другим вариантом является применение крепления заготовки в центрах с использованием поводкового патрона для передачи вращающего момента. Таким образом можно закреплять деталь, длина которой превышает диаметр в 10 раз. Для еще более длинных заготовок используются дополнительные опоры — люнеты.
Несмотря на все разнообразие патронов для токарных станков с ЧПУ, некоторые детали сложной и несимметричной формы невозможно закрепить в них. Для таких заготовок используются планшайбы с противовесом.
если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите info@dvt-spb.ru мы обязательно вам поможем!
- 27.08.2020Просмотров: 6352
Закрепление детали при черновом обтачивании. Способ закрепления детали при черновой обработке выбирается в зависимости от ее формы, размеров, назначения и т. д. по правилам, изложенным в гл. III первой части книги. Следует помнить, что при черновом обтачивании деталей снимаются стружки больших сечений, вследствие чего возникают значительные силы резания, под действием которых деталь может быть вырвана из патрона. Поэтому закрепление детали в рассматриваемом случае должно быть особенно прочным.
- 27.08.2020Просмотров: 3348
Механизмы для крепления деталей в токарном станке
- 27.08.2020Просмотров: 2447
Токарные станки по металлу предназначены для обработки главным образом тел вращения. При точении с них снимается стружка, и заготовка приобретает нужную форму. Доказано, что токарный станок является одним из древнейших, созданных человеком. Впоследствии именно на его основе были сконструированы сверлильные, расточные и другие станки.

