
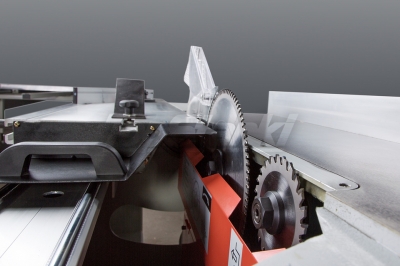
Пильный агрегат форматно-раскроечного станка
Частота вращения основной пилы в форматно-раскроечных станках варьируется от 4 до 6 тыс. об/мин. Плавная (электронная) регулировка скорости позволяет не только быстрее производить настройку, но и более точно подбирать режимы резания для различных распиливаемых материалов.
Мощность привода основной пилы обычно составляет 3−5,5 кВт. Принцип «больше — лучше» здесь неуместен. Высокая потребляемая мощность характерна для технологических процессов, в которых производится пиление пакета листов либо раскрой твердых сортов древесины. При раскрое плит MDF толщиной 16 мм со скоростью 4−5 м/мин (ручная подача) достаточно мощности привода 3,5 кВт. Но если будет производиться, например, пиление заготовок из искусственного камня, то может потребоваться применение привода мощностью 7 или даже 9 кВт.
Высота пропила (высота положения основной пилы) в круглопильных станках устанавливается путем вертикального перемещения пильного агрегата. При этом используются два способа: по вертикальным направляющим и за счет качания вокруг горизонтальной оси.
В технических характеристиках станка всегда указывается максимальная высота, на которую может быть поднята пила относительно стола. Традиционно этот показатель составляет от 80 до 130 мм. При наклоне пилы он соответственно уменьшается. В станках некоторых моделей предусматриваются автоматические подъем и опускание пильного агрегата, работающие от электропривода, иногда с предварительным заданием высоты при помощи пульта управления.
Наклон пилы. Пилы форматно-раскроечных станков, как правило, имеют наклон до 450. При этом наклоняется весь пильный агрегат. За счет наличия специальных цапф горизонтальная ось поворота наклоняемого агрегата проходит по линии пересечения плоскостей основной пилы и неподвижной части стола, что исключает заклинивание пилы в прорези стола. Такая функция необходима, например, при изготовлении деталей корпусной мебели, соединяемых затем друг с другом на ус или под непрямым углом. Реже встречаются станки с наклоном суппорта до 460, что требуется, например, при выполнении пропилов для формирования в заготовке трапециевидных пазов.
Частота вращения подрезной пилы диаметром 100−125 мм обычно составляет 8−9 тыс. об/мин. Мощность привода подрезного агрегата, как правило, 0,37, 0,55 или 0,75 кВт. Высота прорезаемого паза 2−4 мм. Узел подрезной пилы в процессе наладки станка должен перемещаться в вертикальном направлении и вдоль оси его шпинделя. В зависимости от конструкции станка перемещение по высоте осуществляется по направляющим или за счет качания вокруг горизонтальной оси с применением винта или эксцентрика. Большое значение имеет стопорение узла в заданном положении после настройки: главное, чтобы после регулировки подрезная пила не меняла положения относительно плоскостей стола и основной пилы.
Установка ширины паза, прорезаемого подрезной пилой, зависит от ее конструкции. Это может быть инструмент с призматическими зубьями, расширяющими пропил с увеличением высоты установки пилы, сборная пила, в которой ширина формируется за счет набора прокладок, или составная пила из двух полотен (регулирование расстояния между ними производится винтом в ступице, на которой они установлены).
Точность позиционирования. Параметр, предопределяющий качество работы станка. На моделях с ручной настройкой направляющих линеек и базирующих упоров точность позиционирования заготовки всегда находится в пределах цены деления линеек (0,5−1 мм). Для повышения точности используются двухуровневые регуляторы: с помощью первого предварительно устанавливается направляющая линейка или упор, а посредством второго (микролифта) производится точная настройка микрометрическим винтом по нониусной шкале. Контроль осуществляется по линейке, с помощью увеличительных линз и подсветки.
Станки более дорогих моделей могут оснащаться электронными цифровыми указателями положения линеек и упоров, устанавливаемыми непосредственно на них.
Существуют и станки, в которых текущая координата положения линейки или упора задается непосредственно на экране монитора пульта управления, после чего эти устройства автоматически перемещаются в заданное положение посредством индивидуального электропривода. Максимальная точность такой настройки — 0,1−0,2 мм.
Производительность. Суммарный показатель, учитывающий ряд факторов, влияющих на работу станка, а также особенности его устройства и конструкции отдельных узлов.
Для выполнения вспомогательных заданий, например для раскроя кратных заготовок в небольших объемах, подходят станки легкой конструкции, предназначенные для работы не более восьми часов в сутки. Если нет особой необходимости в сокращении времени на переналадку и подготовку станка к работе, оснащение такого станка может быть минимальным. Масса таких станков, как правило, 400−500 кг; они относятся к самому низкому ценовому сегменту.
Для среднесерийных производств, выпускающих продукцию с большой номенклатурой, требуются форматно-раскроечные станки с опциями, позволяющими максимально сократить время на их переналадку.
Эти опции представлены в виде предварительно настраиваемых многопозиционных упоров и пневматических фиксаторов, устройств электронной настройки положения линеек упоров, а также тормозных устройств для каретки, необходимых при загрузке полноформатных плит. Такое оборудование должно иметь определенный запас прочности и мощности. Регламент работы — двух- и трехсменный. При доле машинного времени 50% и общей длине пропилов 5 м/кв. м для корпусной мебели, производительность станка может достигать 240 кв. м деталей в смену. Масса таких станков может превышать тонну.
На крупносерийных мебельных производствах круглопильные станки с подвижной кареткой целесообразно применять только в качестве вспомогательного оборудования. Для достижения необходимой производительности на таких производствах требуются станки для раскроя плит с прижимной балкой и автоматизированным циклом позиционирования и подачи пакетов плит.
Долговечность. Гарантийный срок эксплуатации любого станка определяется действующим законодательством и устанавливается заводомизготовителем. Время до проведения текущих, средних и капитальных ремонтов устанавливается самим предприятием, в зависимости от технического состояния составляющих станок узлов.
Есть множество примеров безотказной работы форматно-раскроечных станков на протяжении 5−6 лет и дольше при условии строго выполнения всех регламентных работ. Прежде всего на продолжительность работы влияют перегрузки, ударные и прочие воздействия, не предусмотренные условиями эксплуатации. Значимым фактором является и запыленность цеха. Попадание пыли и опилок в трущиеся части станка ведет к их интенсивному износу и даже к заклиниванию. В ряде случаев изготовителем предусматривается периодическая смазка элементов станка вручную. Игнорирование требований, изложенных в паспорте станка, приводит к преждевременному выходу его из строя.
Наиболее уязвимым конструктивным элементом форматно-раскроечного станка являются направляющие каретки. Неслучайно усилия разработчиков всегда направлены на совершенствование именно этого узла.
если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите info@dvt-spb.ru мы обязательно вам поможем!
- 25.12.2020Просмотров: 2115
Форматно-раскроечные станки используются при изготовлении качественной мебели, клееного щита, фанеры и столярно-строительных материалов. При покупке оборудования нужно определить цели применения, учесть объемы производства и подходящую степень автоматизации процесса
- 25.12.2020Просмотров: 2432
Изучм таблица основных технических характеристик форматно-раскроечных станков
- 25.12.2020Просмотров: 3423
Срок исправной службы форматно-раскроечного станка во многом зависит от срока службы его каретки. Кареткиразличают по тому, какой элемент обеспечивает их перемещение - ролики или шарики. Функционально оба варианта не отличаются друг от друга, и разница между ними может проявиться только при длительной эксплуатации

