
Как выбрать токарные стамески?
Содержание:
- Стамески
- Заточки
Токарный станок по дереву приобретают как для профессионального производства, так и для творчества. Его можно использовать для изготовления резной декоративной мебели, детских игрушек и различных украшений для дома. При этом важно учесть, что для качественной работы требуется подобрать подходящий режущий инструмент. Это не сложно, нужно лишь знать какой он бывает, и определиться какие операции Вы будете выполнять. Это позволит Вам составить свой подходящий набор. Рассмотрим по порядку, что собой представляет такая оснастка и для чего используется.
Стамески
Это всем известный столярный инструмент, который является основной режущей оснасткой для обработки деталей на данном оборудовании. Стамеска изготавливается из углеродистой или быстрорежущей стали и состоит из полотна с режущей кромкой или кромками, колпачка и ручки.
Принцип работы стамесками разных видов практически идентичен. Резец удерживается за рукоятку одной рукой, другой он крепко прижимается к упору и аккуратно подается к детали по центру или под углом так, чтобы снималась небольшая стружка.
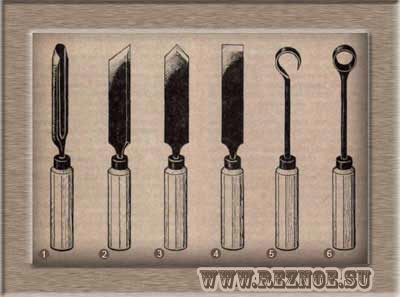
Встречаются несколько основных видов токарных стамесок:
| Вид | Описание |
| Полукруглые (1) | Выполнены в форме желоба. У такого резца заточена верхняя полукруглая кромка. Её ширина бывает от 6 до 50 мм, толщина же остается неизменной – 2-3 мм. Угол режущей кромки 25-30 °, а длина рабочей металлической части бывает 190 - 300 мм. Данный вид оснастки используют для черновой обточки, а также для сглаживания неровностей и срезания выступов. Таким инструментом должна сниматься очень тонкая стружка (не толще 0,5-1 мм), так как при наличии больших выступов он может вырваться из руки или сломаться. Подается полукруглая стамеска под углом 15-30° к оси заготовки. Самый первый проход делается серединой режущей кромки, а последующие её боковыми краями. |
| Стамеска-косяк (2) | Имеет плоское прямое полотно. Режущая кромка скошена под углом 70-75 ° к оси полотна. Серединой режущей части обтачивают прямые и выпуклые поверхности, острием – подрезают торцы и отрезают детали от бруска, а тупым концом (пяткой) делают углубления. Длина полотна составляет 200 - 450 мм, ширина полотна также может быть от 6 до 50 мм. Принцип работы данным резцом такой же, как и вышеописанный, с тем отличием, что этот инструмент подают к заготовке под углом 45°. |
| Двухголовый резак (3) | Стамеска с двумя скосами, которые имеют общую вершину. Угол при ней может быть от 70 до 130°. Ширина полотна опять же от 6 до 50 мм. Применяются такие стамески для выполнения выступов, впадин и угловых переходов. Все углубления в детали выполняются без наклона стамески радиальным резаньем (подача строго к центральной оси заготовки). |
| Штихель (4) | Имеет прямое лезвие, заточенное с одной стороны. Наиболее эффективен такой резец для изготовления узких бороздок прямоугольной формы. |
| Плоские прямоугольные | Стамески с тонкими полотнами и заточенными боковыми гранями для выполнения углублений. |
| Остроугольный резец | Инструмент для изготовления выемок. |
| Крючки (5 и 6) | Незаменимы при выполнении выемок и бороздок в отверстиях и углублениях детали, а также для сглаживания в них шероховатостей. Для их использования меняют местоположение упора, устанавливая его перпендикулярно, подавая инструмент со стороны задней бабки. |
| Фасонные | Оснастка, имеющая сложную форму режущей кромки. Применяется для вытачивания сложных и тонких профилей детали, здесь и фигурные переходы на ножках мебели и даже изготовление игрушек и каких-либо сложных деталей декоративных изделий. |
Советы при выборе
- Обычные столярные стамески для работы на токарном станке будут не удобны и быстро придут в негодность, поэтому необходимо приобретать только специальную оснастку. Её отличает большая длина (от 350 до 800 мм).
- Каждый инструмент должен быть оснащен ручкой овальной формы. Самыми удобными считаются рукоятки из твердых лиственных пород древа длиной приблизительно равной длине полотна оснастки. Это момент важно учитывать, так как чем комфортнее Вам будет удерживать инструмент, тем меньше будет уставать рука.
- Для работ с мягкими породами дерева стамеска-косяк должна иметь угол заточки (угол между гранями) – 20-30 °, а при обтачке заготовок из твердого материала – 30-40 °.
Заточка
Данная процедура нужна в двух случаях. Первый - сразу после приобретения режущего инструмента, так как не все компании поставляют заточенную оснастку. И второй случай – после длительного использования, когда резец стачивается во время работы. Есть несколько способов заточки.
Использование абразивного станка. Оснастку закрепляют в башмаке, отрегулированном под необходимый угол, после этого начинают заточку, попеременно двигая стамеску влево-вправо. Разумеется, не каждый мастер имеет данное приспособление, но если Вы пользуетесь различными режущими инструментами часто, то его приобретение будет очень выгодным. Его применение не требует от пользователя никаких усилий и позволяет уменьшить время заточки. Главной задачей будет подобрать для такого оборудования подходящий абразивный круг. Слишком крупное зерно не даст точной заточки и будет оставлять шероховатости, а мелкозернистый быстро забьется. Рекомендованный уровень зернистости – 25-40 при твердости 1 (СМ-1).
Есть и второй способ, более простой и доступный по цене, но требующий больших сил от мастера. Это использование следующих приспособлений:
- Точила - черновая заточка, которая требуется новым или зазубренным резцам. С помощью этого приспособления придается необходимая форма и угол заточки, а также убираются незначительные неровности.
- Наждачные бруски – правка инструмента, которая необходима, когда он не имеет нужной формы, что может быть по причине сильного стачивания, например, или сколов.
- Оселки – дополнительная правка, шлифовка. Это финальный вид обработки, с помощью которой добиваются точности угла режущей кромки, стачивая незначительный слой металла.
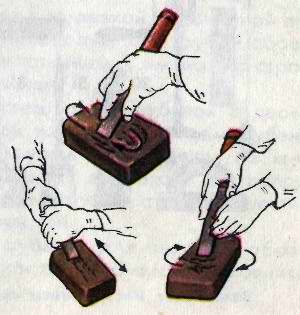
В данном случае для заточки стамеской выполняются круговые и возвратно-поступательные движения до получения необходимой формы и степени заточки. Она определяется «на глаз» или применением обычных измерительных средств, например, транспортира.
Многие мастера комбинируют два этих способа, сначала затачивая инструмент на станке, а потом доводя на оселке.
Стоит отметить, что в процессе заточки и бруски, и абразивные круги смачивают водой, а оселки машинным маслом, чтобы предотвратить сильное накаливание инструмента.
Что касается ухода и хранения, то стамески не терпят влаги, поэтому их необходимо держать в сухом месте. Разумеется, после каждого использования их необходимо очищать от стружки, смолы и прочих загрязнений.
Зная, какая бывает оснастка, для чего она используется и как за ней ухаживать, Вы сможете с легкостью подобрать все необходимое. Обычно приобретается сразу набор режущего инструмента. У нас представлены наборы, которые включают в себя полукруглые стамески, стамески-косяки, штихели и двухголовые резаки разных размеров. Чтобы выбрать наиболее подходящий – обратитесь за консультацией к нашим менеджерам, они расскажут об их особенностях и ответят на все Ваши вопросы.

если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите info@dvt-spb.ru мы обязательно вам поможем!
- 23.12.2020Просмотров: 4396
Содержание:
- Выбор и подготовка материала
- Крепление детали на станке
- Инструмент
- Принцип работы
- Безопасность
- 23.12.2020Просмотров: 2166
Содержание:
- Стамески
- Заточка
- 23.12.2020Просмотров: 2188
Для использования в условиях мастерских, а также в производственных цехах целесообразно купить токарный станок по дереву. Цена таких устройств не слишком высока, но при этом с их помощью можно осуществлять широкий спектр операций, связанных с обработкой деревянных изделий

