
Искусство шлифовать!
Виды оборудования
Принцип их работы сводится к протяжке бесконечной абразивной ленты парой вращающихся барабанов. В зависимости от ширины ленты устройства разделяются на узко- и широколенточные.

Что полезно знать о них?
Станки этого типа могут использоваться:
- Для доведения до идеального состояния криволинейных поверхностей.
- Для обработки плоскостей. В этом случае конструкция станка может предусматривать подвижность как прижимающего ленту утюжка, так и стола, а иногда и обоих узлов.
- Для шлифовки кромок щитов (из массива, фанерных и т.д.).
- Для промежуточной шлифовки покрытия лакокрасочными материалами.
Как правило, для работы на узколенточных станках используется абразив на бумажной основе.
Ее зернистость (размер абразива) подбирается в зависимости от трех факторов:
- Размера неровностей.
- Требований к качеству поверхности.
- Твердости обрабатываемого материала. Понятно, что требования к абразиву у мягкой липы и черного дерева, мало уступающего твердостью легким металлам, будут сильно различаться.
Приведем ориентировочные требования к зернистости ленты для разных изделий:
| Материал (изделие) | Вид шлифовки | Зернистость (размер зерна в сотых долях миллиметра) |
| Твердая древесина (ясень, дуб, бук) | Черновая | 12, 16 |
| Чистовая | 8, 10, 12 | |
| Мягкая древесина (сосна, липа) | Черновая | 16, 20, 25 |
| Чистовая | 12, 16 | |
| Детали после грунтования | – | 8, 10, 12 |
| Детали после нанесения первого слоя лака | – | 3 – 8 |
Полезно: скорость подачи ленты линейно связана с усилием прижима абразивной ленты к детали. Малое усилие при высокой скорости подачи будет означать низкое качество поверхности; значительное усилие прижима при медленной подаче приведет к подгоранию ленты и, реже, самой детали.
При работе на станке стоит помнить ряд правил техники безопасности.
- Надорванные и склеенные со смещением ленты не применяются.
- Избыточное натяжение абразивной ленты может привести к ее разрыву.
- Чрезмерно слабое натяжение тоже вредно: в этом случае лента станет проскальзывать на барабанах, что приведет к ее разогреву и подгоранию бумажной основы.

Подсказка: при легком нажиме в середине участка между барабанами натянутая лента должна продавливаться примерно на 20 мм.
- После замены абразива станок включают на несколько секунд, чтобы проверить, не уходит ли лента с барабанов. При необходимости положение их осей корректируется (такая возможность предусматривается промышленным оборудованием).
Что полезно знать о широколенточных станках?
- Устройства применяются исключительно для обработки плоскостей деталей значительной площади.
- Шлифовальные станки (барабаны с лентой) могут располагаться сверху и снизу относительно заготовки.
- Они могут быть одно- и многоагрегатными. Во втором случае деталь шлифуется за один проход абразивом разной зернистости: к примеру, с мебельного щита убираются неровности, после чего его обрабатываемая сторона приобретает необходимую для лакировки гладкость.
- В этом случае для подачи детали к абразиву обычно используется механизм, поднимающий стол (или конвейер, использующийся при потоковой обработке заготовок). Лента к выставленным на столе деталям прижимается утюжком, имеющим пневматический привод.
Любопытно: скорость подачи конвейера обычно регулируется… клиноременным вариатором. Да-да, практически идентичным тому, что используется в мототехнике.

Инструкция по технике безопасности при работе на шлифовальном станке полностью идентична описанной выше для узколенточных агрегатов.
Дисковые
Если ленточные устройства довольно сложны, дороги, нередко отличаются солидными габаритами и массой, то дисковый (или тарельчатый) агрегат выглядит предельно простым. Цена станка ненамного выше стоимости электродвигателя, на основе которого он собирается, и начинается примерно от 4 тысяч рублей за младшие модели.
Именно дисковые изделия чаще всего приобретают для изготовления мебели своими руками и прочих несложных работ в домашней мастерской.
Как устроены бытовые дисковые станки:
- На станине жестко закреплен электромотор мощностью 500 – 3000 ватт.
- На его валу столь же жестко крепится диск диаметром от 300 мм. В некоторых моделях на удлиненном валу мотора фиксируется пара дисков – по одному с каждой стороны ротора. Диск снабжается средствами фиксации абразива (обычно используется простая текстильная застежка – “липучка”).
- Станина комплектуется несложным суппортом для подачи к диску обрабатываемой заготовки.
Понятно, что производительность устройства минимальна; однако в бытовых условиях ее вполне достаточно. От шлифмашинки станок выгодно отличается удобством обработки скруглений и фасок.

Барабанные (цилиндровые)
Если предыдущая схема работы востребована в основном в бытовых условиях, то барабанные агрегаты используются только на производстве. Причина – их габариты и сложность.
Абразивная обработка детали осуществляется несколькими, реже – одним цилиндрическим барабаном с навитыми на него широкими лентами наждачной бумаги.
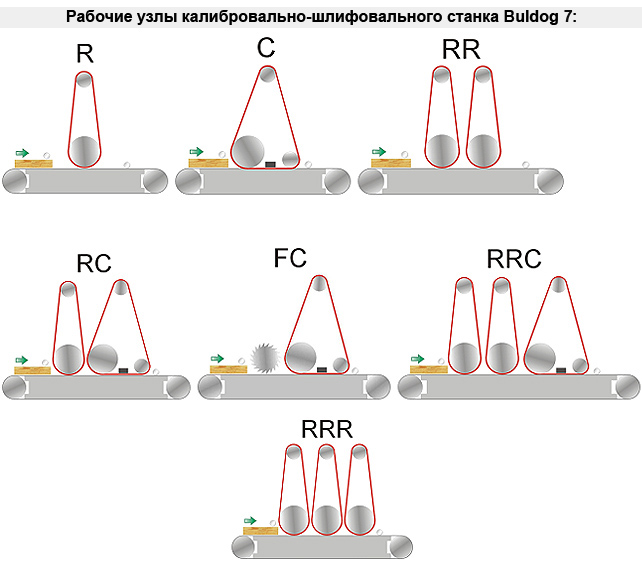
Барабаны могут размещаться:
- С одной стороны заготовки, обеспечивая ее шлифовку несколькими размерами зерна в один проход.
Любопытно: в этом случае соседние барабаны обычно вращаются в противоположных направлениях. Цель – частично компенсировать создаваемое ими усилие протяжки детали.
- С обеих сторон плоской заготовки. При такой схеме можно выполнить двухстороннюю обработку плоского щита в один прием.
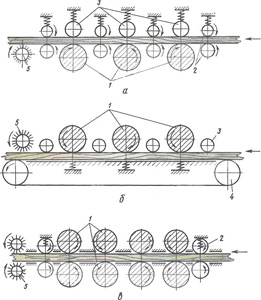
Схемы станков с нижней, верхней и двухсторонней обработкой детали.
Подача заготовки при одностороннем положении барабанов обычно осуществляется транспортерной лентой, при двухстороннем – вальцами.
Особый случай
Так называемый рельефно-шлифовальный станок, строго говоря, трудно отнести к устройствам для шлифовки. Дело в том, что цель его применения – не сделать поверхность дерева более гладкой, а, наоборот, придать ей подчеркнутую неровность.
Жесткие щетки, проходя по поверхности заготовки, вырывают из нее более мягкие волокна, тем самым выделяется текстура и годичные кольца. Процесс называется брашированием (от английского brush – щетка).
Любопытно: если простейшие мини-рельефно-шлифовальные устройства для домашнего применения обычно оснащаются одной щеткой, то у промышленных агрегатов можно насчитать 6 и более вращающихся шпинделей для их крепления.
Цель браширования – придать древесине вид сильно изношенного изделия, искусственно состарить ее. Метод востребован при создании мебели и других изделий в стиле ретро.

На фото – результат браширования.
Искусство шлифовать
Существует старая морская поговорка: нет плохих инструментов, есть плохие штурмана. От оборудования для шлифовки, разумеется, зависит многое; но в куда большей степени конечный результат определяется умением и столярными навыками его владельца.
Итак, как шлифовать правильно?
- Мелким зерном можно обрабатывать древесину поперек волокон. Крупным – только вдоль.
- Кромки щитовых деталей шлифуются опять-таки исключительно вдоль. В противном случае гарантированы задиры щепы.
- Снимая фаску с детали или скругляя ее кромку, двигайтесь по касательной к волокнам, так, чтобы наждачная бумага “приглаживала” их к плоскости детали, а не задирала.
- При лакировке детали или ее покраске эмалью обязательно зашлифуйте всю поверхность бумагой с минимальным размером зерна после нанесения первого слоя и его просушки. При увлажнении на древесине поднимается ворс; если не убрать его, изделие останется шершавым на ощупь при любом количестве слоев покрытия.


если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите info@dvt-spb.ru мы обязательно вам поможем!
- 23.12.2020Просмотров: 2231
Принцип их работы сводится к протяжке бесконечной абразивной ленты парой вращающихся барабанов. В зависимости от ширины ленты устройства разделяются на узко- и широколенточные
- 20.02.2025Просмотров: 681
Шлифовальные станки — неотъемлемая часть большинства производств, где требуется высокое качество обработки поверхности материалов. В 2025 году на рынке доступно множество шлифовальных станков, которые прошли качественный ремонт, что позволяет им продолжать демонстрировать отличные результаты работы. В этой статье мы представим рейтинг лучших шлифовальных станков, восстановленных после ремонта, которые будут отличаться надежностью и высокой производительностью.
- 23.12.2020Просмотров: 2129
Шлифовальные станки по дереву купить решают многие частные лица, а также производственные предприятия. Это обусловлено тем, что использование шлифовальных станков по дереву позволяет существенно облегчить и ускорить процесс обработки

