
Аргонодуговая TIG сварка. Особенности
Аргонодуговая TIG сварка является чрезвычайно универсальным процессом и может использоваться практически при сварке любых металлов, в том числе и разнородных, толщиной от 0,3 мм.
Иногда её называют сварка WIG сварка, сокращенно от Wolfram Inert Gas или аргонодуговая сварка переменного и постоянного тока AC/DC.
Высокое качество сварочного шва в обмен на скорость сварки
Однако высокое качество TIG сварки достигается за счет более длительного времени, затрачиваемого на этот процесс. TIG сварка, как правило, медленнее, чем другие процессы дуговой сварки (MIG или MMA), и применяется там, где качество имеет решающее значение.
TIG сварка используется для сварки легких металлов, таких как магний, алюминий на переменном токе AC. Тонкие листы из нержавеющей стали и сплавы из меди, как правило, также свариваются при помощи этого процесса, на постоянном токе DC.
Наиболее часто используемый газ для аргонодуговой TIG сварки - чистый аргон, для всех материалов. В отличие от MIG сварки, где определенный газ или газовая смесь должны быть использованы для соответствующего свариваемого материала.
TIG сварка в сочетании с высокой производительностью MIG/MAG сварки
В некоторых случаях, TIG сварку используют в сочетании с полуавтоматической MIG/MAG сваркой. Например, при соединении труб для морской промышленности, TIG применяется для корневой сварки, а MIG для последующего заполнения разделки шва. Это дает высокое качество корня шва, в сочетании со скоростью заполнения остальной части разделки.
При сварочном процессе TIG используется неплавящийся вольфрамовый электрод и инертный газ (обычно аргон). Вольфрам применяется в качестве материала для электродов и из-за его высокой температуры плавления и хороших электрических характеристик. Инертный газ используется в качестве защиты сварочной дуги, электрода и сварочной ванны от воздействия атмосферы. В сварочную ванну подается присадочная проволока, в ручном или автоматическом режиме.
Схема аппарата для аргонодуговой сварки
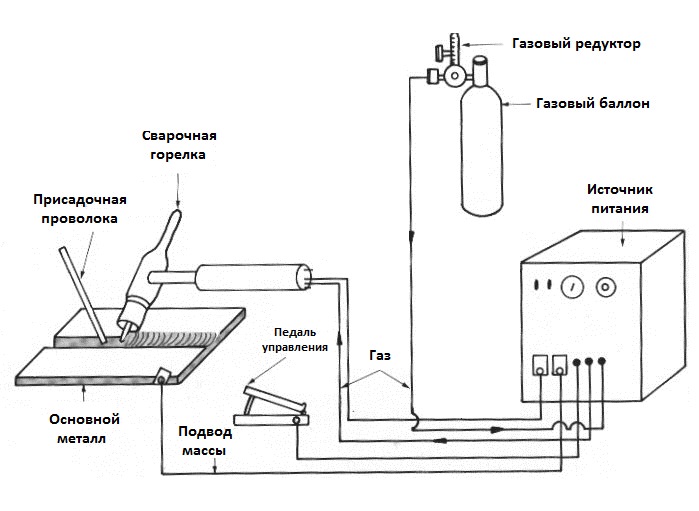
Для сварки процессом TIG требуется высокая квалификация сварщика. Сварщик должен держать сварочную горелку в одной руке, в то время как другой рукой должен обеспечивать подачу присадочного металла в ванну. Зажигание дуги является важным в процессе сварки. Оно бывает контактным и бесконтактным.
Контактное и бесконтактное зажигание дуги
Контактное зажигание дуги происходит при прикосновении вольфрамового электрода изделия, после чего, при подъеме горелки, возбуждается дуга. Данный способ зажигания является не оптимальным для аргонодуговой TIG сварки, так как при нем в основном металле остаются вольфрамовые включения, которые могут привести к дефектам сварного шва.
При бесконтактном способе зажигания, поджиг дуги обеспечивает высокочастотный генератор. Сварочная дуга возникает после нажатия на кнопку на сварочной горелке при расстоянии между электродом и изделием 1,5-3 мм.
При выборе сварочного аппарата TIG, вы должны знать, какая вам требуется мощность источника для проводимых работ. Необходимо оценить объем работ в настоящее время и с прогнозом на будущее. Следующий вопрос - нужен ли переменный ток или достаточно постоянного тока источника питания. Имейте в виду, что алюминий и магний свариваются переменным током (AC). А нержавеющие стали и обычная сталь - при помощи постоянного тока (DC). Если требуется варить и то и другое, используют аппараты с постоянным и переменным током AC/DC.
Аппараты для TIG сварки, как правило, доступны с диапазоном сварочного тока от 150А до 500А и способны работать при токах от 3A. TIG аппараты могут быть использованы для пайки и сварки штучными электродами.
Надеемся, эта статья поможет вам при выборе аппарата, с удовольствием поможем вам и в будущем.

если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите info@dvt-spb.ru мы обязательно вам поможем!
- 07.09.2020Просмотров: 1665
На сегодняшний день оборудование для ручной дуговой сварки штучными электродами в большей степени представлено именно аппаратами на основе инверторных преобразователей. Поэтому в данной статье мы постараемся как можно более полно ознакомить с принципом работы, преимуществом и особенностями инверторов.
- 07.09.2020Просмотров: 2358
Из всех процессов дуговой сварки TIG сварка (Tungsten Inert Gas) наиболее способствует достижению высокого качества сварочных швов и является наиболее универсальной. В плане того, какие различные материалы можно сваривать и в каких пространственных положениях.
- 07.09.2020Просмотров: 1696
И все же, лучше приобрести сварочный инвертор, который выпустили фирмы, имеющие известность и вес на мировом рынке сварочного оборудования. Тогда вы получите и гарантийное обслуживание и послегарантийный ремонт на высоком профессиональном уровне.

